Образователна платформа за инженерно роботика
Платформа за преподаване и обучение Robot 1+X
Проектни задачи Анализ на условията на труд
Ø Цел: Чрез модела за професионално обучение „Теория + Практическо обучение“ учениците могат да имат следните способности в областта на автоматизацията и интелигентното производство: управление и програмиране на индустриални роботи, инсталиране на електрическо оборудване, интегриране на система за управление, избор и програмиране на PLC, машини визия, линии за автоматизация Монтаж, въвеждане в експлоатация, поддръжка, ремонт и др.
Ø Функция: Тази платформа е платформа за преподаване и обучение, която интегрира роботизирано полиране, обработка, депалетизиране, палетизиране, полиране, обучение по траектория и CCD визуално приложение.
Ø Разнообразие: Може да постигне преподаване на основни знания, свързани конфигурации, ръчни операции, програмиране с инструкции и приложения на индустриални роботи; Преподаване на офлайн симулация на програмиране; Обучение за свързване между роботи на работни станции и периферно оборудване и др.
Ø Вторична разработка: Устройството отваря всички комуникационни интерфейси и може да разработи съответни курсове със собствени характеристики на преподаване според действителните нужди на обучението.
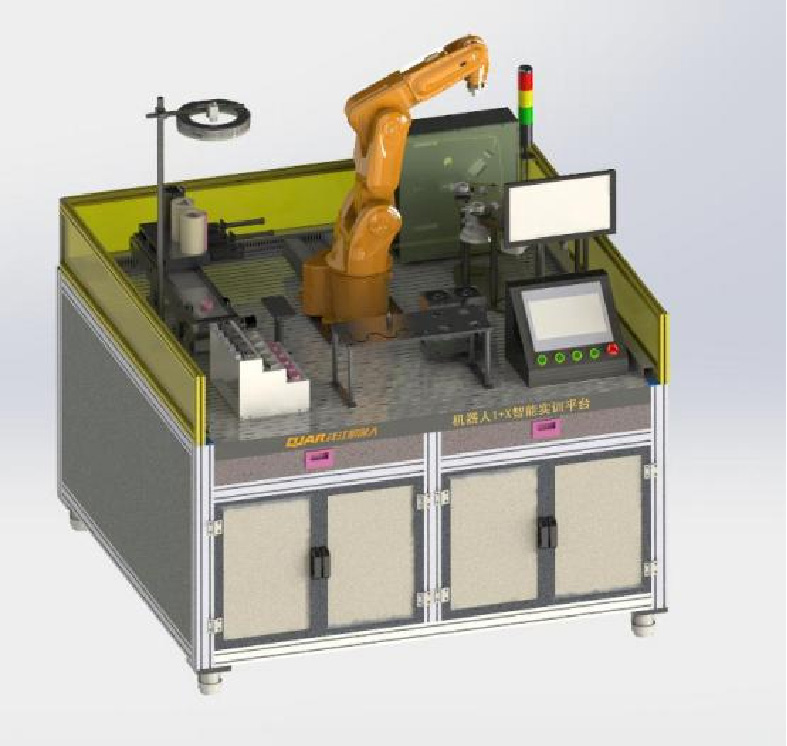
План Описание Платформа за обучение на роботи
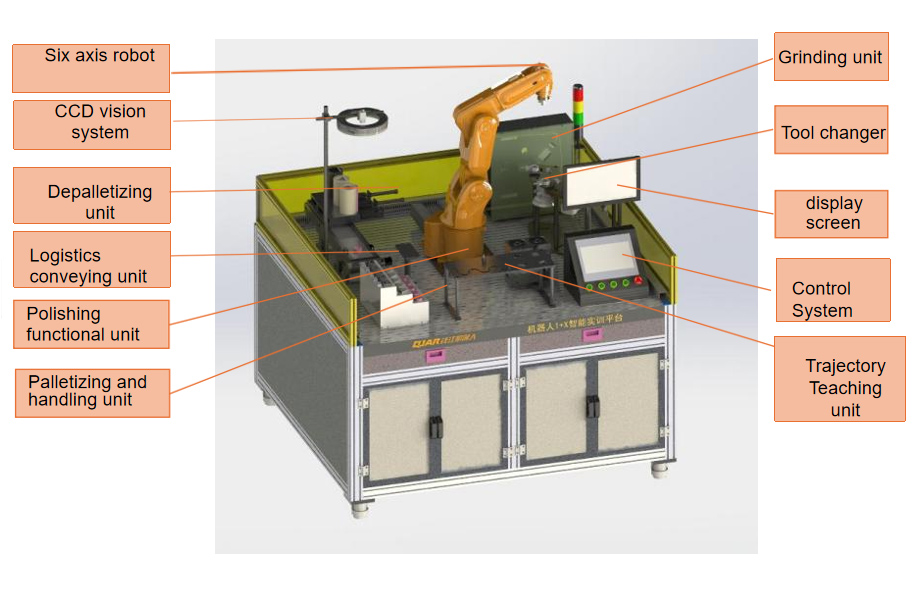
Платформа за обучение на роботи: Единадесет основни модула
1、 Функционален блок за смилане
2、 Логистична транспортна единица
3、 Функционална единица за депалетизиране
4、 Единица за палетизиране и обработка
5、 Функционален блок за полиране
6、 Учебен модул по траектория
7、 Система за бърза смяна на инструменти
8、 CCD система за зрение
9、електрическа система за управление
10、 Пневматично управление
11、 Симулация на офлайн програмиране
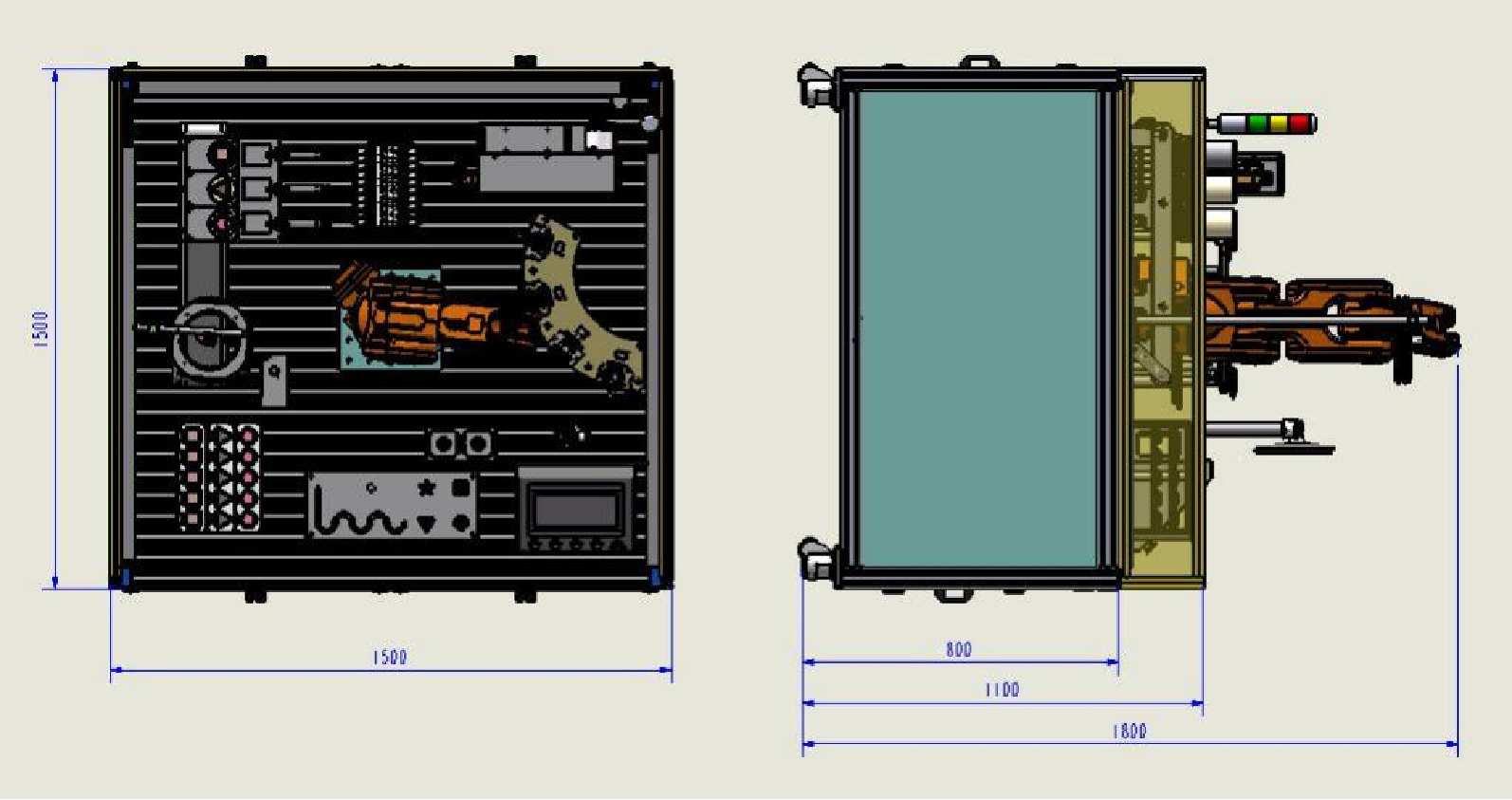
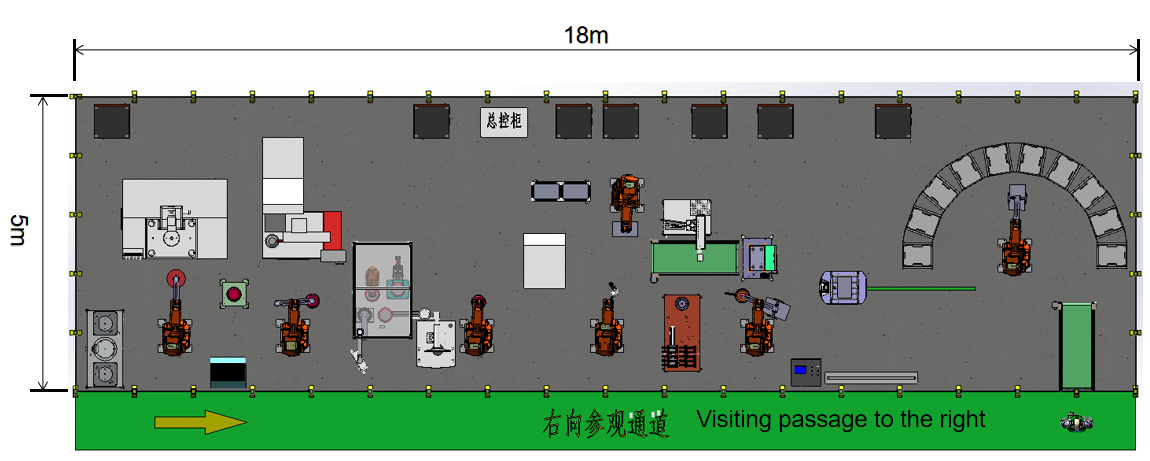
Описание на плана Диаграма на размерите на цялостното оформление
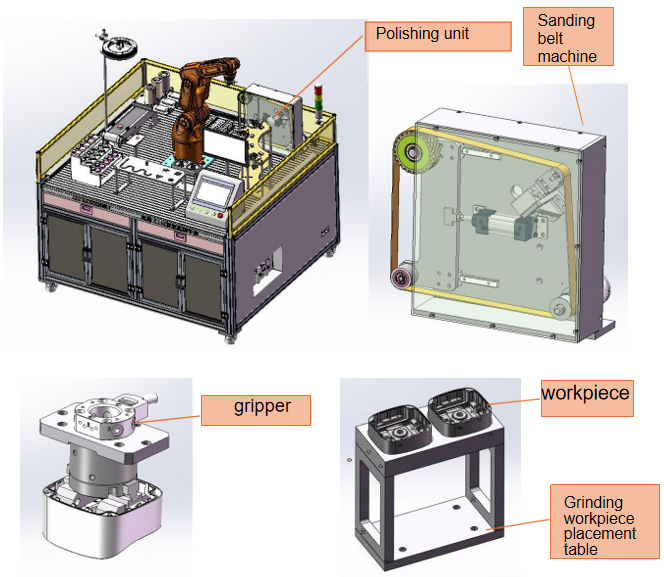
План Описание Полиране Функционална единица
Въведение в модулите за смилане
Шлифовъчната единица се състои от: лентова шлифовъчна машина, грайфер за шлайфане, маса за поставяне на шлифовъчни детайли, детайл (изберете кутията за леене под налягане от алуминиева сплав в индустрията за сигурност като проба за шлайфане) и други модули.
Workflow
1. Полиращият захват на робота грабва детайла от масата за поставяне.
2. Роботът се придвижва към машината с шлифовъчна лента.
3. Изберете лентата, след което стартирайте машината за шлифовъчна лента.
4. Роботът премества детайла по-близо до машината с шлифовъчна лента, за да полира повърхността на детайла.
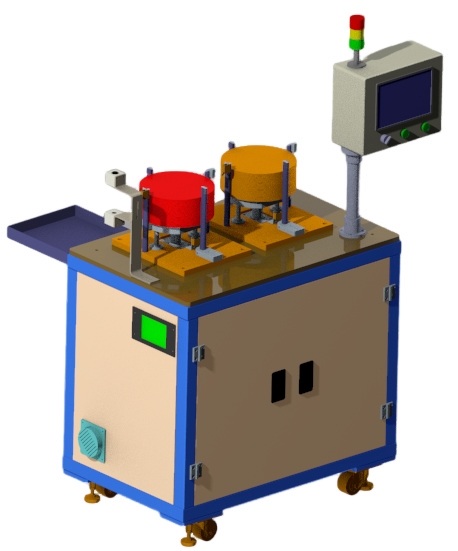
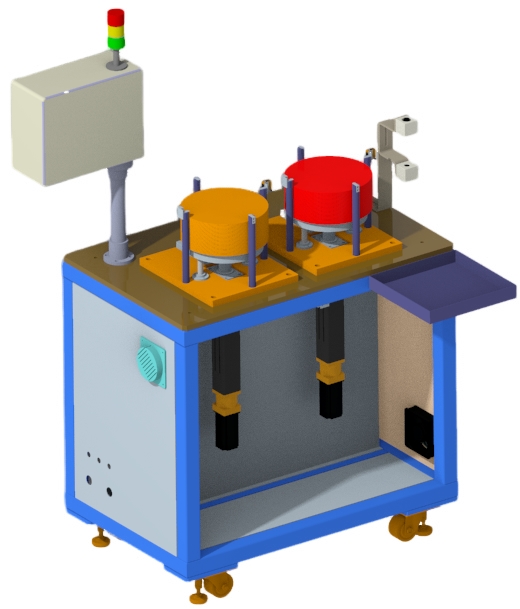
Описание на плана Функционална единица за депалетизиране
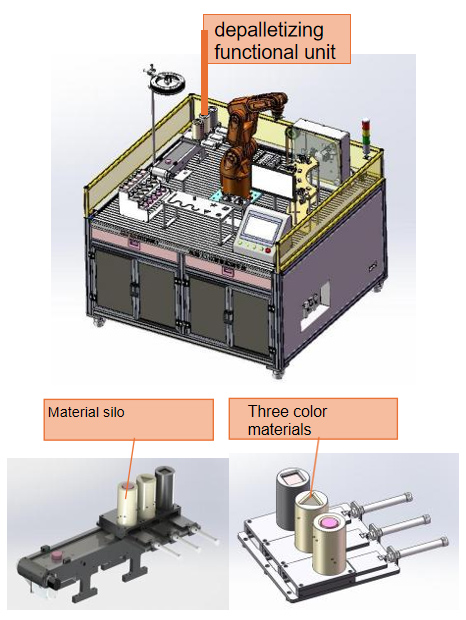
Въведение в модула за депалетизираща функция
Депалетизиращото устройство се състои от: трицветни материали (съответно: квадрат, триъгълник, кръг), силоз, цилиндър, избутваща плоча, механизъм за разпределение на материала, механизъм за изхвърляне и други модули.
Workflow
1. Три цветни материала се поставят в силоза и всеки силоз може да подреди 10 парчета материали.
2. Цилиндърът избутва плочата от силоза.
3. Прибиране на цилиндъра, движение на материала надолу.
4. Избутаният материал пада върху колана.
5. Цикъл в последователност, докато цялата купчина материали бъде разопакована и завършена.
Следпродажбени услуги
Параметри на околната среда
Забележки относно условията на параметрите на средата на проекта
Температура 17℃ ~25℃ (по време на работа) 0℃ ~60℃ (по време на транспортиране) Допустим диапазон 15℃ ~40℃ Идеална температурна разлика ±2℃
Влажност: 40% ~70% при 20 ℃, без конденз
Вибрации под 0.5G
Място за монтаж
Устройството не трябва да се инсталира в зони, изложени на радиация като микровълни, ултравиолетови лъчи, лазери или рентгенови лъчи.
За да осигурите точността на смилане на оборудването и да намалите температурната разлика около оборудването, моля, не го инсталирайте в следните зони:
1. Директна слънчева светлина 2. Висока влажност 3. Голяма температурна разлика 4. Вибрация 5. Силно магнитно поле Избягвайте следните условия около зоната за инсталиране на оборудването:
1. Гараж 2. Алея с често движение на автомобили 3. Оборудване под налягане или щамповане 4. Електрическо заваряване, точково заваряване или заваряване с аргонова дъга 5. Подстанция 6. Линии за високо напрежение
Сайт за инсталиране
Основата на мястото за инсталиране на оборудването трябва да бъде напълно уплътнена. Няма дупки, празна почва и други лоши фундаментни явления.
Мястото за инсталиране на оборудването трябва да има фиксирано електрозахранване, което отговаря на съответните национални изисквания, като временните захранвания не са разрешени. Трябва да се гарантира, че оборудването има
Добра защита на земята.
Изисквания към захранването
Осигуреното захранване на мястото на монтаж на оборудването трябва да бъде трифазна четирипроводна система. Мрежово напрежение 380V± 5%.
Ако напрежението на трифазния четирипроводник, осигурено от мястото на оборудването, е 200V ± 5%. Когато оборудването е свързано към захранване, вече не е необходимо да се свързва чрез трансформатор.
Ако напрежението на трифазния четирипроводник, осигурено от мястото на оборудването, е 220V. След като оборудването е свързано към захранването, трябва да се обърне внимание на стабилизирането на напрежението на захранването и трябва да се гарантира, че флуктуацията на захранващото напрежение не надвишава 220V +5%.
Сгъстеният въздух
Основният тръбопровод за сгъстен въздух трябва да бъде оборудван с главни тръбопроводни филтри и изсушители. Трябва да се гарантира, че налягането на въздуха е 0.6 ~ 0.7Mpa, а дебитът на газа трябва да бъде 5 кубически метра/час. Мястото за инсталиране на оборудването трябва да има стабилен източник на въздух. Осигуреният сгъстен въздух трябва да бъде сух и чист и да отговаря на съответните национални разпоредби.
Гаранционен срок за изпълнение на проекта и следпродажбено обслужване
Цялата произведена от нас техника и части са с една година гаранция от датата на изпращане. Механични и електрически части, които се повредят поради дефекти в материалите или изработката, ще бъдат заменени безплатно след одобрение. Условието за транспортиране е фабриката на вашата компания.
По отношение на компоненти, които не са произведени от нас, но са използвани или инсталирани в нашите продукти за оборудване, ние ще изпълним гаранционния ангажимент на оригиналния продукт на производителя.
Ние предоставяме 24/7 непрекъснати стандарти за обслужване и сме създали пълна система за следпродажбено обслужване. Добре обучен и висококвалифициран сервизен екип отговаря за следпродажбеното обслужване по целия свят.
C2M решение за интелигентна производствена линия за обучение
(версия с висока конфигурация v6)
Описание на плана: Общо оформление на процеса
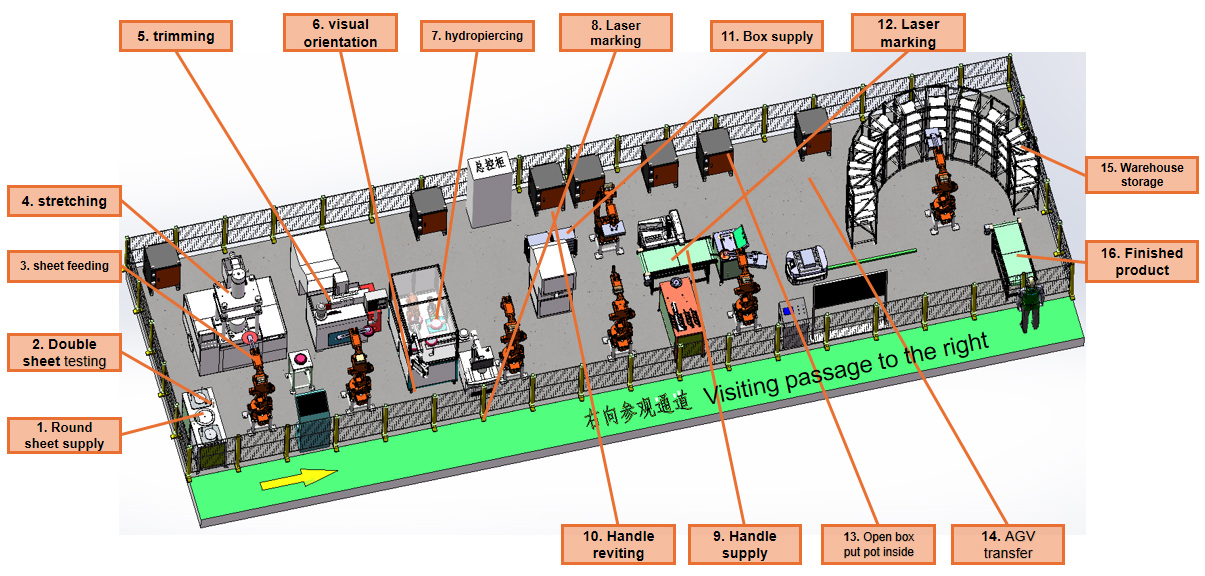
Цялостно оформление на оборудването
Описание на работния процес
Забележка: Бункерът за празен материал е настроен с аларма за празен материал
и линията за транспортиране на готовия продукт е настроена с аларма за пълен материал.
1. Напълнете ръчно съответните силози за материали с материали като кръгли листове, дръжки, кутии и т.н. и натиснете бутона за стартиране на главната конзола, за да стартирате цялата линия.
2. Силозът повдига кръглите листове, а роботът хваща листовете и ги премества към инспекцията на двойните листове. След като единичният лист бъде проверен и потвърден, роботът се придвижва към хидравличната преса и роботът захваща продукта грабва продукта OP10 и след това поставя листовете върху хидравличната преса, роботът поставя продукта OP10 върху масата за прехвърляне.
3. Роботът грабва продукта OP10 от въртящата се маса и го премества към вертикалния струг. Роботът изважда продукта OP20 от струга и след това поставя продукта OP10 в грайфера на струга. Роботът поставя продукта OP20 в машината за визуално щанцоване
4. Роботът на машината за визуално щанцоване отвежда продукта OP20 до хидравличната машина за щанцоване за щанцоване. След щанцоване роботът поставя OP30 върху машината за лазерно маркиране за маркиране.
5. След като продуктът OP40 бъде маркиран, роботът ще грабне OP40 и ще го постави върху CCD, за да направи визуални снимки и да идентифицира проходните отвори на продукта.
6. Един робот хваща дръжката от контейнера за дръжка, докато друг робот хваща незалепващата тенджера и я поставя в хидравличната машина за занитване за занитване. След занитване, роботът поставя продукта OP50 върху инструмента за позициониране на трансфера.
7. Роботът грабва цветните кутии от силоза на цветните кутии и ги поставя на конвейерната линия на цветните кутии. След като цветните кутии се транспортират до края, те се кодират лазерно.
8. Роботът грабва цветната кутия и готовия тиган с незалепващо покритие едновременно. Той поставя цветната кутия върху отварачката, за да отвори кутията. След това роботът поставя готовия тиган с незалепващо покритие в цветната кутия. След като цветната кутия е покрита, роботът ще Крайният продукт + цветната кутия се поставя на AGV за извеждане.
9. AGV транспортира готовите продукти до триизмерния склад, а роботът грабва продуктите от AGV и ги поставя в триизмерния склад.
Зареждане на кръгли листове